Carbon Steel & Martensitic
 Blast Furnace |
 Discharge of molten Iron |
|
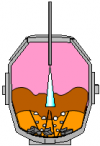
1. Blast Furnace
In the blast furnace, iron ore is reduced to pig iron through heating. The heating source is provided by burning coking coal. The whole procedure is computer controlled to maintain process stability.
 De-Phosphorization |
 De-Carburization |
 RH Degasser |
|
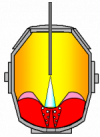
2. Steel making
Pig iron retains some amount of undesirable elements such as Sulphur, Phosphorus and others. These elements are removed through multi stage specific reaction processes. Wakayama New Steel Making plant started operation in July 1999 as a state of the art facility respectful of the environment and can produce ultra clean steel with high productivity.
 |
 |
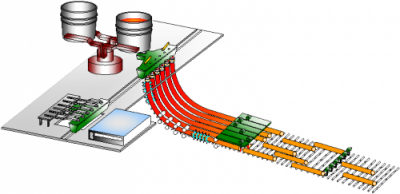
3. Casting
In continuous casting, Hot liquid metal is cast into solid semi-finished products in a variety of shapes. Among these, round bar "Billet" is used for seamless pipe making. Rectangular "Bloom" can also be used by applying a prior billet rolling process. Nippon Steel fully computerized continuous casting achieves improved yield, quality, productivity and cost efficiency. Billet Traceability to ladle is applied to maintain the best throughout quality control.
 |
High-Toe-Angle Piercer |
|

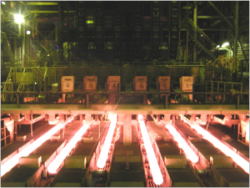
4. Piercing & Rolling
Wakayama works has three seamless pipe making plants. The Medium-size pipe making plant is one of the most advanced in the world and is directly connected with the round continuous caster. This pipe making plant features numerous Nippon Steel proprietary technologies such as the high-toe-angle piercing and dinamically adjustable sizing.
 Heating |
 Quenching |
 |
5. Heat treatment
Heat treatment process is most important to define the mechanical performances as well as the corrosion resistance of the materials. To achieve this, a strict furnace temperature control is applied to every heat treatment lines.
 Non Destructive Inspection |
Hydrostatic Test |
 |
6. Inspection
After pipe making, the produced pipes are thoroughly inspected for presence of defects. The most advanced non-destructive inspection facilities are employed to scan the whole pipe body length. Visual, dimensional inspection including drift test, and Hydrostatic test are also applied to each pipe.
Threading |
Power Tightening |
 |
7. Threading
Both API & VAM premium connections are manufactured. Each dimensional parameter is controlled through the application of a stringent gauging process. Torque/Turn control is applied to all T&C VAM connections Coupling make-up.
Marking |
Packing |
 |
Shipping |
||
8. Marking, Packing, Shipping
After threading, the finished products are marked for identification according to the requirements. Coating for atmospheric corrosion protection will be applied if necessary. As a final step, the pipes are securely packed for safe transportation.