Material Data Sheet
Sour Service - SM-110ES
SM110ES is a low alloy High Strength Carbon steel OCTG material suitable for medium Sour Service severity applications. SM110ES is a Sulfide Stress Cracking (SSC) resistant material verified through extensive testing in accordance with NACE TM0177 method A in different combination of H2S and pH using an applied stress of 90% AYS. The material is QC SSC tested during manufacturing, using TM0177 method A, in solution B (pH3.5) with 0.10 bar H2S, using an applied stress of 85% SMYS.
SSC failure mechanism is a form of Hydrogen embrittlement in combined presence of H2S, water and tensile stresses. NIPPON STEEL pioneered the development of a 110 grade material able to resist specific sour service applications in the early 90's, under SM-C110 name.
Diameters: 4-1/2" to 14"
Weights: as per API 5CT/ISO 11960
Special application: Please contact Nippon Steel engineer. You require specific size, weight, drift or any other characterization.
- Proprietary SM-110ES. TGP-3415 (latest revision)
- API 5CT / ISO 11960
- NACE MR0175 / ISO 15156-2
- API 5C1 / ISO 10405
- NACE TM0177
- VAM Book
Medium Sour Service severity application corresponding to region 2, as defined by NACE MR0175/ISO15156-2 (Fig 1). Its primary function is intermediate and production Casing application.
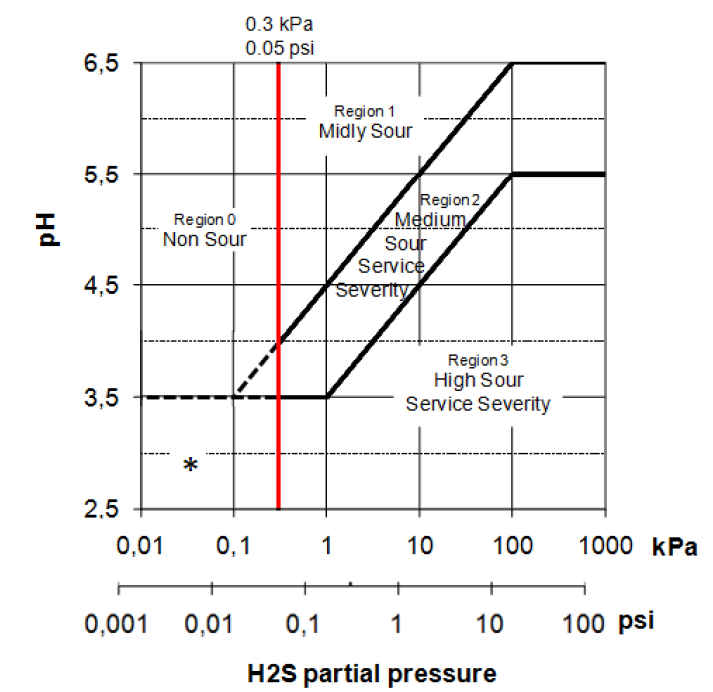
Fig. 1 : Sour Service regions in the pH vs H2S diagram
* Note : Even though this low pH corner is considered non-sour as far as H2S is concerned, caution needs to be exercised, as High Strength materials may become susceptible to Environmental Cracking (EC) even with no or very limited H2S.
For each manufactured SM110ES heat, SSC resistance is verified through testing in accordance with NACE TM0177 method A, in solution B with 0.10 bar H2S, using an applied stress of 85% SMYS.
SM110ES is a low alloy sour service material; consequently SM110ES can be susceptible to metal loss corrosion if exposed to a wet dynamic acid gas containing environment, such as CO2.
For a more detailed assessment please contact Nippon Steel engineers.
| PROCESS | DESCRIPTION |
|---|---|
| Steel making | Ladle refined, fully killed and vacuum degassed; continuously cast to a fine grained practice |
| Pipe making | Seamless |
| Heat treatment | Quenched and Tempered |
| YIELD STRENGTH KSI |
TENSILE STRENGTH KSI |
ELONGATION % |
HARDNESS HRC |
TECHNICAL NOTE | |
|---|---|---|---|---|---|
| Min | Max | Min | Min | Max | |
| 110 | 125 | 115 | API Formula | 30.0 | Application: H2S < 0.10 bar* Tested: 85% SMYS, 0.10bar H2S, NACE A, Sol-B |
| UNIT | 25°C | 50°C | 100°C | 150°C | 200°C | 250°C | |
|---|---|---|---|---|---|---|---|
| Density | Kg/m3 | 7800 | 7790 | 7780 | 7760 | 7750 | 7730 |
| Young's modulus | GPa | 212 | 211 | 209 | 206 | 203 | 200 |
| Poisson's Ratio | - | 0.30 | 0.30 | 0.30 | 0.30 | 0.29 | 0.29 |
| Tensile strength de-rating | % | 100.0 | 98.6 | 97.2 | 96.8 | 96.1 | 94.8 |
| Yield strength de-rating | % | 100.0 | 98.3 | 95.9 | 92.8 | 89.8 | 88.7 |
| Thermal Diffusivity | x10-6 m2/s | 12.6 | 12.5 | 12.0 | 11.5 | 10.8 | 10.2 |
| Heat Capacity | x106 J/m3 deg.C | 3.50 | 3.53 | 3.66 | 3.74 | 3.89 | 4.08 |
| Thermal Conductivity | W/m deg.C | 44.1 | 44.1 | 43.9 | 43.0 | 42.0 | 41.6 |
| Specific Heat | J/Kg deg.C | 449 | 453 | 470 | 482 | 502 | 528 |
| Thermal expansion | x10-6 / deg.C | - | 12.0 | 12.3 | 12.6 | 12.8 | 13.0 |
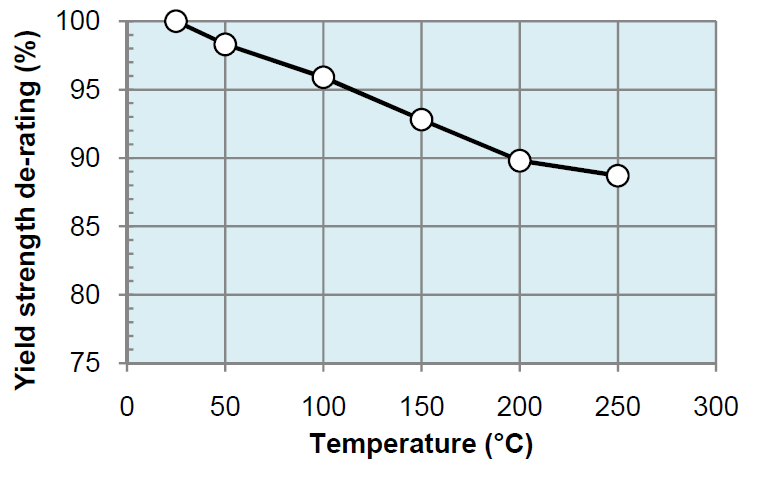
NOTE: This information is not the minimum value for guarantee but the typical value for each material and grade
Figure 2 first illustrates SM-110ES pH/H2S domain diagram. "Reference" conditions (H2S partial pressure = 0.1 bar and pH = 3.5) used as a QC acceptance criteria for each manufactured SM-110ES heat are indicated as well.
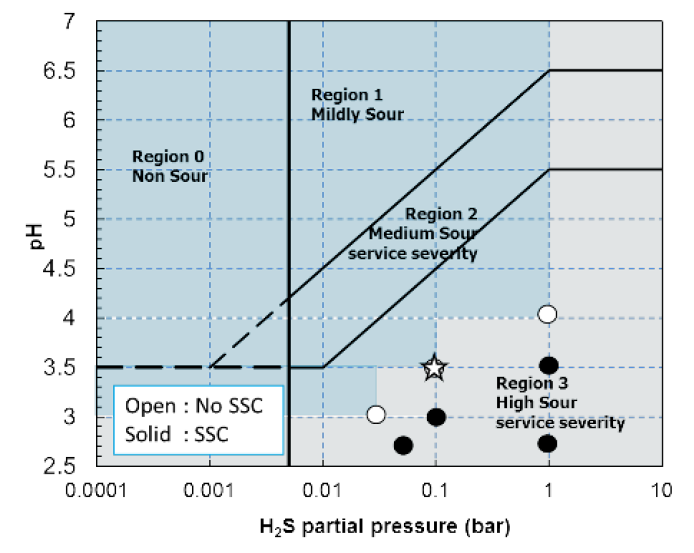
Fig. 3 : SM-110ES SSC testing results in various combinations of H2S partial pressures and pH.
(σappl=85%AYS, NACE Method A, solution-B, at 25 degC.)
Furthermore, Figure 2 demonstrates SM-110ES increased domain of SSC resistance, in presence of higher H2S concentration combined with milder pH conditions. As part of this extended domain, SM-110ES is suitable in conditions such as H2S partial pressure = 1 bar combined with pH = 4.0.
For additional information about material performances please contact Nippon Steel engineers.
Health, Safety and Environment
While state-of-the-art HSE rules are applied throughout Nippon Steel manufacturing process, proprietary and specific HSE regulations shall be applied along the life cycle of the pipe until it reaches its final position in the well, according to each operator’s rules. This particularly applies to all phases of handling and transportation, assembly on the rig floor, and rig return if applicable. OCTG are heavy and by nature unstable. Special care shall be paid to potential risks of injury whenever handling OCTGs. Walking on pipes shall be avoided at all times. Usage of Personal Protection Equipments (PPE) is mandatory. Equipment and procedures will be established to capture the possible wastes generated during maintenance (cleaning, coating, doping) and disposed according to local regulations. This applies in particular to storage dope, running dope, or cleaning water wastes.
Best practices for transportation, handling and storage of OCTG in general are covered by ISO 10405 / API RP5C1. VAM Book is also a good source of handling practices for VAM connections. In addition to these general rules, specific care is recommended pertaining to SM125S, because improper handling could affect the material performances and by extension the corrosion resistance :
- Prevention of Spot Hardening
For more specific information please contact Nippon Steel engineers.